 info@intervespco.ru
info@intervespco.ru Перезвоните мне
Перезвоните мне






















































 Металлообработка
Металлообработка Деревообработка
Деревообработка Мебельные станки
Мебельные станки Инструмент
Инструмент Автоматизация
Автоматизация Бренды
Бренды





















Автомат продольного точения BLIN MACHINERY BL CSL 203
- Максимальная частота вращения шпинделя 10 000
- Частота вращения шпинделя с вращающейся втулкой 8 000
- Максимальная длина обработки с фиксированной втулкой 220
- Максимальная длина обработки с вращающейся втулкой 180 Все характеристики
Срок договора: 36 мес.
- Пуско-наладка под ключ
- Гарантия 12 месяцев
- Наличие на складе
Автомат продольного точения BLIN MACHINERY BL CSL 203
Автомат продольного точения BLIN MACHINERY BL CSL 203 — это высокоточный станок с числовым программным управлением (ЧПУ), предназначенный для серийной и массовой обработки пруткового материала. Станок ориентирован на производство мелких и средних деталей сложной конфигурации, востребованных в автомобилестроении, электронике, медицине и машиностроении.
Назначение станка
- Высокоточная токарная обработка деталей из прутка диаметром до 20 мм.
- Полноценная многоосевая обработка сложных изделий в автоматическом режиме.
- Фрезерование, сверление, растачивание, нарезание резьбы с одной установки.
- Автоматизированное серийное и непрерывное производство без участия оператора.
Ключевые функциональные возможности
| Функция | Описание |
|---|---|
| Главный и контршпиндель | Позволяют обрабатывать деталь с двух сторон без переустановки, сокращая цикл и повышая точность. |
| Ось C | Обеспечивает прецизионное позиционирование и возможность фрезеровки по окружности. |
| Револьверная головка | Оборудована держателями как для стандартных, так и для приводных инструментов. |
| Вращающиеся инструменты | Позволяют выполнять сверление, нарезку резьбы, фрезерование под управлением ЧПУ. |
| Подача прутка | Автоматическая подача материала из пруткового магазина обеспечивает бесперебойную работу. |
| Система охлаждения | Направленная подача СОЖ (система охлаждающей жидкости) увеличивает ресурс инструмента. |
| Удаление стружки | Интегрированная система транспортировки стружки для длительной автономной работы. |
| Интерфейс ЧПУ | Современная система управления SYNTEC 22TB с удобным программированием. |
Преимущества использования
- Сокращение производственного цикла за счёт полной обработки детали с одной установки.
- Минимизация человеческого фактора благодаря автоматизации подачи и обработки.
- Высокая повторяемость и точность — идеальное решение для массового производства.
- Совместимость с CAD/CAM-системами, легкая интеграция в производственные цепочки.
Области применения
- Производство медицинских компонентов и хирургических инструментов.
- Изготовление деталей топливных систем, клапанов, втулок, корпусов в автомобильной промышленности.
- Обработка электро- и микроэлектронных компонентов.
- Прецизионная механика и инструментальное производство.
Автомат BL CSL 203 обеспечивает стабильную работу в три смены, легко интегрируется в производственные ячейки и оправдывает себя даже при сложных деталях с узкими допусками. Это оптимальное решение для современного высокотехнологичного машиностроения.
Технические характеристики автомата продольного точения
| Характеристика | Значение |
|---|---|
| Максимальный диаметр обработки | Ø 20 мм |
| Диаметр отверстия шпинделя | Ø 25 мм |
| Максимальная длина обработки (неподвижный люнет) | 220 мм (однократная подача) |
| Максимальная длина обработки (вращающийся люнет) | 180 мм (однократная подача) |
| Максимальная длина обработки (без люнета) | 2,5 × ØD, макс. 50 мм |
| Максимальный диаметр сверления осевым инструментом | Ø 10 мм |
| Максимальный диаметр резьбы осевым инструментом | M10 |
| Частота вращения шпинделя | 10 000 об/мин (вращающийся люнет: 8 000 об/мин) |
| Мощность шпинделя | 4,2 кВт |
| Индексация шпинделя (ось C) | 0,001° (непрерывная) |
| Быстрые перемещения по осям (X/Y/Z) | 20/24/24 м/мин |
| Биение шпинделя | ≤ 0,002 мм |
| Повторяемость | ≤ 0,003 мм |
| Количество управляемых осей | 3 |
| Количество токарного инструмента | 1 × □16 мм + 5 × □12 мм |
| Стационарный осевой инструмент | 4 × ER16 |
| Радиальный приводной инструмент | 2 × ER11 + 2 × ER16 |
| Максимальный диаметр сверления радиальным инструментом | Ø 8 мм |
| Максимальный диаметр резьбы радиальным инструментом | M6 |
| Скорость вращения радиального приводного инструмента | 6 000 об/мин |
| Мощность радиального приводного инструмента | 1 кВт |
| Мощность насоса охлаждения | 0,4 кВт |
| Габаритные размеры | 1 700 × 1 300 × 1 750 мм |
| Вес | 1 800 кг |
| Система управления | SYNTEC 22TB (Тайвань) |
Чек-лист для установки автомата продольного точения BLIN MACHINERY BL CSL 203
Этот чек-лист предназначен для начальника цеха, чтобы обеспечить правильную установку автомата продольного точения BLIN MACHINERY BL CSL 203 в соответствии с техническими требованиями производителя и стандартами безопасности.
1. Подготовка к установке
- Проверка поставки: Убедитесь, что все компоненты (станок, SYNTEC 22TB CNC контроллер, стандартные аксессуары, опциональные системы: высокое давление охлаждения, сбор масляного тумана, транспортер стружки, автоподатчик прутка) доставлены и соответствуют заказу.
- Проверка документации: Проверьте наличие руководства пользователя, электрических схем и инструкции по установке, ознакомьтесь с ними.
- Осмотр компонентов: Проверьте отсутствие повреждений на ключевых узлах: сервоэлектрошпиндель, подшипники NSK/NTN, шарико-винтовые пары и линейные направляющие THK/PMI.
-
Требования к помещению и инфраструктуре:
- Убедитесь, что пол бетонный, толщиной ≥200 мм (класс C20/25), ровный (допуск ≤0.02 мм/м), выдерживает вес станка (1800 кг).
- Проверьте габариты помещения: минимальная площадь для станка (1700×1300×1750 мм) с учетом пространства для обслуживания (дополнительно 1 м с каждой стороны).
- Температура: 10–30°C, влажность: 30–70% (без конденсации).
- Освещение: ≥500 люкс.
- Электропитание: Подготовьте 3-фазное питание 380 В, 50 Гц, с заземлением, соответствующее мощности шпинделя (4.2 кВт) и контроллера SYNTEC.
- Пневмосистема: Обеспечьте источник сжатого воздуха (0.5–0.7 МПа) для пневматических компонентов AIRTAC.
- Инструменты и материалы: Подготовьте грузоподъемное оборудование (для 1800 кг), прецизионный уровень, анкерные болты, смазку (для системы HERG), охлаждающую жидкость (масляное охлаждение).
2. Установка станка
- Размещение станка: С помощью грузоподъемного оборудования установите станок на подготовленный бетонный пол. Выровняйте с использованием прецизионного уровня (допуск ≤0.02 мм/м).
- Фиксация: Закрепите станок анкерными болтами для предотвращения вибраций, если требуется.
- Подключение электропитания: Подсоедините кабель питания к электрошкафу станка согласно схеме, проверьте заземление и соответствие напряжения (380 В, 3 фазы).
- Подключение пневмосистемы: Подсоедините пневматические шланги к компонентам AIRTAC, проверьте герметичность соединений.
- Установка направляющей втулки: Установите фиксированную или вращающуюся направляющую втулку (макс. длина обработки: 220 мм для фиксированной, 180 мм для вращающейся) согласно инструкции.
- Установка инструмента: Установите инструменты для наружной обработки (1×□16 мм + 5×□12 мм), радиальные приводные инструменты (2×ER11 + 2×ER16), осевые инструменты (4×ER16). Проверьте выравнивание.
-
Подключение дополнительных систем:
- Установите автоподатчик прутка (для прутков до 20 мм), выровняйте относительно шпинделя.
- Подключите систему охлаждения (насос 0.4 кВт), заполните бак масляной охлаждающей жидкостью.
- Установите транспортер стружки или систему сбора масляного тумана, если они есть.
Детальное описание узлов автомата продольного точения
Конструкция станины
Станина является базовым узлом станка BLIN MACHINERY BL CSL 203 и играет ключевую роль в обеспечении жёсткости, виброустойчивости и долговечности оборудования. Она служит основой для установки всех остальных компонентов, включая шпиндели, направляющие, револьверную головку и системы подачи. От её конструкции напрямую зависит точность обработки и устойчивость геометрии при длительной эксплуатации.
Особенности конструкции
- Монолитная литая база: станина изготовлена из высокопрочного чугуна марки Meehanite или аналогичного сплава с улучшенными демпфирующими свойствами.
- Цельнолитая форма с ребрами жёсткости: внутренние и внешние рёбра создают прочную пространственную структуру, которая эффективно гасит вибрации при высоких скоростях резания.
- Термическая стабильность: конструкция станины спроектирована с учётом минимизации тепловых деформаций. При необходимости применяются системы активного охлаждения или компенсации температурных изменений.
- Низкий центр тяжести: геометрия корпуса обеспечивает устойчивость всей машины и минимальные колебания при ускорениях осей и вращении шпинделя.
- Прецизионная механическая обработка: все контактные поверхности станины подвергаются фрезерованию и шлифовке на высокоточном оборудовании, что гарантирует соосность и параллельность направляющих.
Функциональное значение
| Функция | Реализация |
|---|---|
| Основание для установки всех компонентов | Жёсткое соединение с направляющими, шпиндельной бабкой, револьверной головкой и контршпинделем |
| Гашение вибраций | Использование высокомассивной литой конструкции с развитой системой рёбер |
| Точность позиционирования | Прецизионная обработка поверхностей для точной установки направляющих и ЧПУ-узлов |
| Обеспечение устойчивости | Низкий центр тяжести и широкое основание гарантируют стабильную работу даже при интенсивной нагрузке |
Благодаря продуманной конструкции станины, автомат продольного точения BLIN MACHINERY BL CSL 203 демонстрирует стабильную точность при длительной работе, низкий уровень вибрации и высокую динамику перемещений, что особенно важно при выполнении сложных токарно-фрезерных операций.
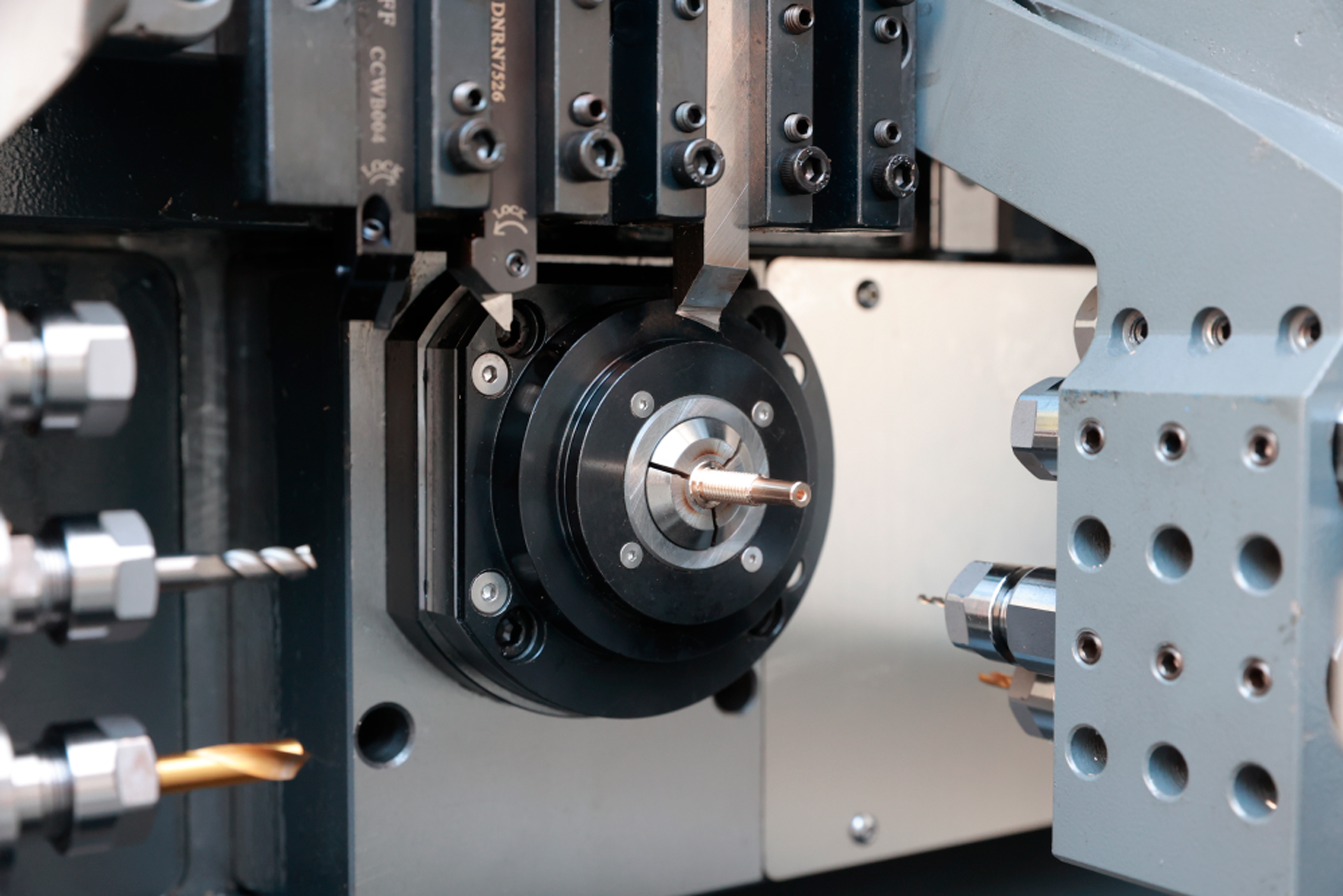
Шпиндель и направляющая втулка
Шпиндель и направляющая втулка являются ключевыми элементами, обеспечивающими высокую точность обработки и стабильность при работе с прутковым материалом. Главный сервоэлектрошпиндель и направляющая втулка минимизируют вибрации и обеспечивают надежную фиксацию заготовки.
Особенности конструкции
- Сервоэлектрошпиндель: Оснащён подшипниками NSK/NTN класса P4 (Япония), обеспечивающими биение шпинделя ≤0.002 мм.
- Направляющая втулка: Доступны фиксированная и вращающаяся втулки, поддерживающие прутки диаметром до 20 мм, с максимальной длиной обработки 220 мм (фиксированная) и 180 мм (вращающаяся).
- Ось C: Непрерывная индексация с шагом 0.001° для точной фрезеровки и позиционирования.
- Охлаждение: Масляное охлаждение шпинделя предотвращает тепловые деформации и продлевает срок службы подшипников.
- Электромагнитный тормоз: Обеспечивает мгновенную остановку шпинделя для повышения безопасности и точности.
Функциональное значение
| Функция | Реализация |
|---|---|
| Высокая точность вращения | Подшипники NSK/NTN P4 и прецизионная сборка шпинделя |
| Стабильность заготовки | Фиксированная или вращающаяся направляющая втулка минимизирует вибрации |
| Многоосевая обработка | Ось C с непрерывной индексацией для фрезерования и сверления |
| Долговечность | Масляное охлаждение и автоматическая смазка снижают износ |
Перемещение по осям
Система перемещения по осям обеспечивает высокую скорость и точность позиционирования инструмента и заготовки, что критично для сложной многоосевой обработки.
Особенности конструкции
- Линейные направляющие: Используются направляющие THK/PMI (Япония/Тайвань) для плавного и точного перемещения.
- Шарико-винтовые пары (ШВП): THK/PMI обеспечивают минимальный люфт и высокую повторяемость (≤0.003 мм).
- Скорость перемещений: Быстрые перемещения по осям X/Y/Z — 20/24/24 м/мин.
- Сервоприводы: SYNTEC (Тайвань) обеспечивают точное управление движением.
- Защита: Направляющие и ШВП защищены от стружки и СОЖ герметичными кожухами.
Функциональное значение
| Функция | Реализация |
|---|---|
| Высокая скорость обработки | Быстрые перемещения до 24 м/мин сокращают время цикла |
| Точность позиционирования | Повторяемость ≤0.003 мм благодаря ШВП и направляющим THK/PMI |
| Надёжность | Сервоприводы SYNTEC и защита от внешних воздействий |
Централизованная система смазки
Централизованная система смазки автоматически обслуживает ключевые узлы станка, снижая износ и обеспечивая стабильную работу при интенсивной эксплуатации.
Особенности конструкции
- Автоматическая подача смазки: Система HERG (Япония) обеспечивает равномерное распределение смазки.
- Охват узлов: Смазка подаётся к шарико-винтовым парам, линейным направляющим и подшипникам шпинделя.
- Контроль: Интегрированный датчик уровня смазки с сигнализацией о необходимости пополнения.
- Экономия: Точная дозировка смазки минимизирует её расход.
Функциональное значение
| Функция | Реализация |
|---|---|
| Снижение износа | Автоматическая смазка продлевает срок службы узлов |
| Упрощение обслуживания | Централизованная система исключает ручную смазку |
| Надёжность | Контроль уровня смазки предотвращает поломки |
Система ЧПУ и управления
Система ЧПУ обеспечивает удобное программирование и высокую точность управления всеми операциями станка.
Особенности конструкции
- Контроллер: SYNTEC 22TB (Тайвань) с 8,4-дюймовым цветным монитором.
- Интерфейсы: Поддержка RS232, LAN, USB для передачи данных и интеграции с CAD/CAM.
- Программирование: Поддержка G-кодов и интуитивный графический интерфейс.
- Маховичок: Ручной пульт для точной настройки и управления.
- Диагностика: Встроенные функции самодиагностики для выявления ошибок.
Функциональное значение
| Функция | Реализация |
|---|---|
| Удобство управления | Интуитивный интерфейс и поддержка G-кодов |
| Интеграция | Подключение через RS232, LAN, USB для CAD/CAM |
| Надёжность | Функции самодиагностики минимизируют сбои |
Инструментальная оснастка
Инструментальная оснастка обеспечивает гибкость при выполнении токарных, фрезерных и сверлильных операций.
Особенности конструкции
- Токарный инструмент: 1 × □16 мм + 5 × □12 мм для наружной обработки.
- Осевой инструмент: 4 × ER16 для стационарного сверления и нарезки резьбы.
- Радиальный приводной инструмент: 2 × ER11 + 2 × ER16, скорость до 6000 об/мин, мощность 1 кВт.
- Быстрая смена: Стандартизированные держатели ER обеспечивают быструю замену инструмента.
Функциональное значение
| Функция | Реализация |
|---|---|
| Многофункциональность | Поддержка токарной, фрезерной и сверлильной обработки |
| Высокая производительность | Приводные инструменты до 6000 об/мин |
| Гибкость | Быстрая смена инструмента с помощью держателей ER |
Система подачи СОЖ
Система подачи охлаждающей жидкости обеспечивает эффективное охлаждение и удаление стружки, улучшая качество обработки и срок службы инструмента.
Особенности конструкции
- Тип охлаждения: Масляное охлаждение с насосом мощностью 0.4 кВт.
- Направленная подача: Регулируемые сопла для точечного охлаждения зоны резания.
- Бак: Вместительный бак СОЖ с фильтрацией для повторного использования.
- Опция высокого давления: Доступна система подачи СОЖ высокого давления для интенсивной обработки.
Функциональное значение
| Функция | Реализация |
|---|---|
| Охлаждение инструмента | Масляная СОЖ снижает нагрев и износ |
| Удаление стружки | Направленная подача СОЖ очищает зону резания |
| Повышение качества | Стабильное охлаждение улучшает чистоту обработки |
Система удаления масляного тумана
Система удаления масляного тумана (опция) повышает безопасность и чистоту рабочей зоны, минимизируя воздействие масляных паров.
Особенности конструкции
- Фильтрация: Высокоэффективные фильтры улавливают масляной туман и микрочастицы.
- Автономность: Система работает синхронно с подачей СОЖ.
- Простота обслуживания: Легко заменяемые фильтры и доступ к компонентам.
Функциональное значение
| Функция | Реализация |
|---|---|
| Безопасность оператора | Удаление масляного тумана снижает вредное воздействие |
| Чистота рабочей зоны | Фильтрация предотвращает оседание масла на оборудовании |
Конвейер для удаления стружки
Конвейер для удаления стружки (опция) обеспечивает автоматическое удаление стружки, поддерживая чистоту рабочей зоны и упрощая обслуживание.
Особенности конструкции
- Тип конвейера: Ленточный или скребковый конвейер для удаления стружки.
- Бак для стружки: Встроенный бак для сбора отходов обработки.
- Автоматизация: Синхронизация с работой станка для непрерывной очистки.
- Прочность: Конструкция устойчива к воздействию СОЖ и металлической стружки.
Функциональное значение
| Функция | Реализация |
|---|---|
| Автоматизация уборки | Конвейер удаляет стружку без участия оператора |
| Поддержание чистоты | Снижает риск засорения рабочей зоны |
| Долговечность | Устойчивая конструкция для длительной эксплуатации |
Главные преимущества автомата продольного точения BLIN MACHINERY BL CSL 203
- Высокая точность: Биение шпинделя ≤0.002 мм и повторяемость ≤0.003 мм обеспечивают прецизионную обработку сложных деталей.
- Гибкость: Подходит для обработки прутков диаметром до 20 мм из различных материалов.
- Производительность: Быстрые перемещения (до 24 м/мин) и шпиндель до 10 000 об/мин ускоряют цикл обработки.
- Надёжность: Монолитная станина из чугуна «Meehanite» и компоненты NSK/THK/PMI обеспечивают долговечность.
- Автоматизация: Система ЧПУ SYNTEC 22TB упрощает программирование и управление.
- Экономичность: Автоматическая смазка и опциональный конвейер стружки снижают эксплуатационные расходы.
Станок сочетает высокую точность, производительность и надёжность, что делает его идеальным для серийного производства в отраслях с высокими требованиями к качеству деталей.
Экономическая эффективность и рентабельность
Купить токарный станок продольного точения BL CSL 203 значит повысить эффективность производства благодаря высокой точности, автоматизации и минимальным отходам. Низкие эксплуатационные расходы и надёжные компоненты ускоряют окупаемость инвестиций.
Комплектация
- Система ЧПУ SYNTEC 22TB (монитор 8,4”)
- Высокоточный сервоэлектрошпиндель с осью C и электромагнитным тормозом
- Чугунная станина с наклоном и линейными направляющими
- Уловитель деталей
- Блок инструментов: 1 × □16 мм + 5 × □12 мм (токарные), 4 × ER16 (осевые), 2 × ER11 + 2 × ER16 (радиальные приводные)
- Автоматическая система смазки (HERG, Япония)
- Освещение рабочей зоны и трёхцветная сигнальная лампа
- Трансформатор 380 В (3 фазы)
- Комплект технической документации
Дополнительная комплектация
- Система подачи СОЖ высокого давления
- Система удаления масляного тумана
- Автоматический конвейер для удаления стружки
- Автоматическая подача прутка (барфидер)
- Вес: 1800 кг.
- Автоматы продольного точения
- Максимальная частота вращения шпинделя 10 000 об/мин
- Частота вращения шпинделя с вращающейся втулкой 8 000 об/мин
- Максимальная длина обработки с фиксированной втулкой 220 мм
- Максимальная длина обработки с вращающейся втулкой 180
- Максимальная длина обработки без втулки 50 мм
- Максимальный диаметр обработки в шпинделе 20 мм
- Максимальный диаметр сверления в шпинделе 10 мм
- Максимальный диаметр резьбонарезания в шпинделе M10
- Частота вращения приводного инструмента 6 000 об/мин
- Максимальное кол-во инструментов 14 шт
- Мощность двигателя шпинделя 4,2 кВт
- Мощность двигателя приводного инструмента 1 кВт
- Мощность двигателя насоса системы СОЖ 0,4 кВт
- Система ЧПУ SYNTEC 22TB
- Язык интерфейса системы ЧПУ английский, русский
- Кол-во одновременно управляемых осей 3 шт
- Ускоренная подача по оси X1 20 м/мин
- Ускоренная подача по оси Y1 24 м/мин
- Ускоренная подача по оси Z1 24 м/мин
- Общие характеристики
- Тип системы смазки автоматическая
- Электрическое напряжение (электропитание) 380 В
- Частота переменного тока 50 Гц
- Габаритный размер станка (ширина) 1 300 мм
- Габаритный размер станка (глубина) 1 700 мм
- Габаритный размер станка (высота) 1 750 мм
- Бренд BLIN MACHINERY
- Страна производитель Китай
- Серия CSL 203
единовременными затратами
-
Минимальный взнос
-
От 150 000 р
-
Лизинг до 5 лет
-
Покупка за неделю